




IBC噸桶主要通過(guò)擠出吹塑加工成型,型坯吹脹階段中由于受到吹脹前型坯壁厚分布、型坯溫度分布、吹脹壓力和材料特性等因素的相互影響,是一個(gè)復(fù)雜的過(guò)程。本研究建立IBC噸桶型坯吹脹階段的材料模型和有限元模型,仿真模擬模具閉合和型坯膨脹,分析影響IBC噸桶壁厚的主要因素。
1 厚度分析
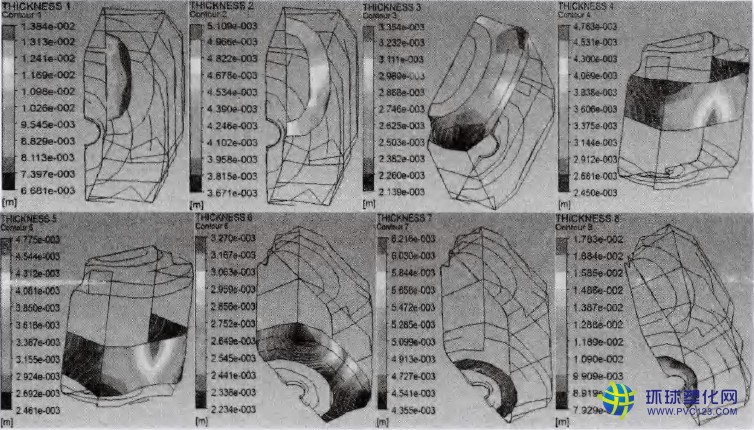
以壓力為0.600 MPa,漸進(jìn)參數(shù)為a'=0. 052,A=0. 010,c = 0. 100,1. 000 為例,后的IBC噸桶制件壁厚分布如圖1所示。制件壁厚在模具切斷型坯位置大,為17. 830 mm。模具型腔的5個(gè)表面,各個(gè)面的中心壁厚大,沿著面面交線方向壁厚逐漸減小,而IBC噸桶頂角位置的壁厚小,為2. 139 mm。
2 預(yù)吹塑壓力對(duì)制件壁厚及時(shí)間的影響
在壓力為0. 600 MPa,漸進(jìn)參數(shù)為a'=0.052,6=0. 015,c=0. 100,d=l. 000 的狀態(tài)下,提高了預(yù)吹塑壓力。
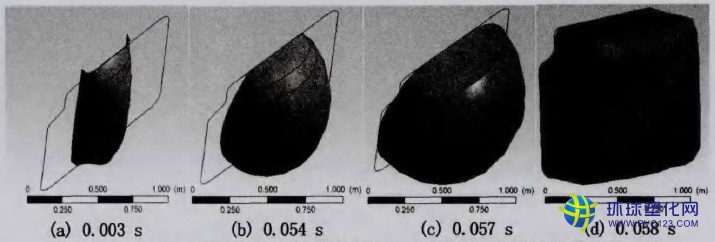
吹脹過(guò)程中的模具運(yùn)動(dòng)、吹脹時(shí)間及型坯輪廓曲線分布如圖2所示。在t=0.003 s時(shí),模具沒(méi)有完全閉合,模具型腔壁上下首先與型坯接觸。此時(shí)型坯完全處于自由吹脹狀態(tài)。t=0.054 s時(shí),模具完全閉合,切斷型坯,閉合處周圍的型坯與模具型腔壁的接觸面積增加,型坯中段吹脹變形為明顯。t= 0.057 s時(shí)型坯繼續(xù)吹脹,部分型坯與模具型腔壁接觸,自由吹脹與受約束吹脹并存直至t = 0. 200 s吹脹階段結(jié)束。但是吹塑壓力過(guò)大,型坯在模具閉合前變形過(guò)大會(huì)導(dǎo)致吹破,也會(huì)使型坯的非過(guò)渡區(qū)部位快速貼于模具塑腔并冷卻,很難繼續(xù)變形,而過(guò)渡區(qū)部位會(huì)繼續(xù)變形。終導(dǎo)致IBC噸桶制件壁厚差過(guò)大。
壓力為0.600 MPa,漸進(jìn)參數(shù)為a'= 0.052,6=0. 015,c=0.100,d=l. 000,后IBC噸桶壁厚分布。增大預(yù)吹塑壓力,制件壁厚均勻性沒(méi)有很好改善,制件壁厚在模具切斷型坯位置仍為大,但與圖1相比相對(duì)減少為14.980 mm。頂角位置的壁厚仍為小,但與圖1相比相對(duì)增加為2.207 mm。由此可知,預(yù)吹塑壓力的適當(dāng)增加能改善IBC噸桶頂角處等部分壁厚。
3 型坯初始壁厚對(duì)制件壁厚的影響
采用不同的型坯初始厚度進(jìn)行模擬,觀察IBC噸桶壁厚分布的變化。
吹脹結(jié)束后制件壁厚沿吹脹方向逐漸減小,IBC噸桶的邊角及頂角處壁厚小;在模具閉合前適當(dāng)增加預(yù)吹塑壓力可增大型坯自由吹脹的變形,縮短吹脹時(shí)間,提高吹脹效率;根據(jù)IBC噸桶終壁厚分布調(diào)節(jié)型坯初始尺寸能有效改善IBC噸桶終壁厚。
 簡(jiǎn)繁切換
簡(jiǎn)繁切換