




注塑工具箱是采取注射成型加工工藝制造的。生產注塑工具箱的注射機的注射量一般3000克左右,合模力為1000噸上下為宜。重量在此范圍內的塑料箱用途廣,需要量多,搬運裝卸方便。
注塑工具箱成型工藝包括原料選擇,成型溫度、壓力、周期的確定,以及制品定型、印刷等。
1、原料
生產注塑工具箱的樹脂有HDPE、PP、PVC、ABS、PA一6、PC等。而常用的是HDPE、PP兩種樹脂。
2、料筒和噴嘴溫度
決定料筒溫度和噴嘴溫度的因素是塑料的熔點,塑料的分子量及分子量分布,注射機的類型,注塑工具箱的結構及壁厚等。其溫度控制,在一般情況下料筒溫度分布以料斗一溫度較低,靠近噴嘴一側溫度高。而噴嘴的溫度比料筒的高溫度略低一些,目的是防止塑料流涎或冷料進人模腔,其成型溫度應控制在Td(分解溫度)以下。判斷成型溫度是否適宜的方法是用袖珍式測溫計測定空射的熔料溫度。
3、模具溫度
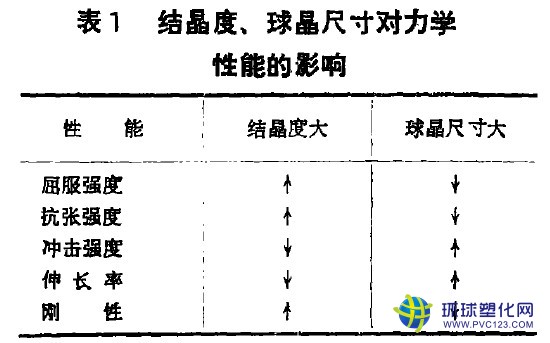
模具溫度對注塑工具箱的機械性能影響很大。表1是模具溫度對性能的影響,因為它同塑料的結晶度和成型時生成的晶核大小有關。一般情況模具溫度低,晶核生成速度快,晶體生長速度慢,球晶小結晶度低,制品韌性好。模具溫度高則相反,晶核生成速度慢,晶體生長速度快,生成大球晶,結晶度高。制品剛性好,韌性差。
模具溫度的確定,一般以塑料的熱變形溫度,結晶溫度和玻璃化溫度(Tg)三方面數據為根據。
4、注封壓力和注封速度
注射壓力和注射速度對熔融狀態塑料的充模起決定性作用。注射壓力的大小取決于注塑工具箱的壁厚及流動比的大小和澆注系統的澆口布局。注射速度快慢對制品的應力,空隙,表面質量有關。一般厚壁箱采取低壓慢速注射,薄壁箱采取高壓快速注射。其保壓壓力好和注射壓力相等。
5、印刷
注塑工具箱一般由聚烯烴塑料制造。由于高密度聚乙烯塑料不含有極性基團,重復單元僅為一CHZ一極性較小的高分子組成,故在常溫下不容易溶解于有機溶劑中,是一種難印刷的塑料制品。為提高工具箱的印刷效果,必須對這種非極性材料的表面進行氧化處理,產生極性,增加與或油漆的親和力,達到附著力強的目的。聚丙烯因比聚乙烯的結屬度高表面張力小,涂飾更為困難。增加聚烯烴制品表面活性的方法有電火花處理,火焰處理,溶劑處理等。注塑工具箱的印刷,無論是用氧氣火焰或者其他形式的火烙進行瞬間氧化,火焰的溫度必須在800℃以上,而且火焰在制品表面上停留的時間要短,氧化面要均勻,氧化后要立即印刷。因為表面經氧化處理的塑料箱,停放時間長會使氧化的表面滲出油層,影響油漆附著力。
聚烯烴注塑工具箱制品表面印刷對油漆的要求是:漆膜脆性小,千燥快,流平性好,不產生氣泡,表面光澤好,附著力強,有一定耐磨性,耐水性,存放時不變質。用于難涂的聚烯烴塑料制品的油漆經過試驗確認為環氧樹脂漆較聚氨醋漆好。印刷工藝是將環氧樹脂漆和固化劑按比例稱暈后放入研缽內調好,加人和其他組分,調到可施工的程度,放置半小時,把網框放在被火焰處理過的注塑工具箱面上,網距印刷面0.3毫米上下,以便有利于離網,這時將涂料倒進網框內用硬橡膠刮涂即可。
 簡繁切換
簡繁切換