







一,密度僅0.89——0.91g/cm3,材料成本低;其次是原材料價格相對便宜,市場貨源充足,容易購買;另外就是生產(chǎn)技術易掌握,配料簡單,容易加工;重要的是生產(chǎn)設備便宜,容易上馬。隨著國內(nèi)片材生產(chǎn)線的推陳出新,外資和進口設備的引進,以及新的原輔材料的應用,熱成型行業(yè)呈現(xiàn)蓬勃發(fā)展的態(tài)勢。熱成型片材加工技術也隨著設備、材料和用途的不同而五花八門。日益成熟的片材加工技術逐漸打破了舊式的常規(guī)理論。現(xiàn)在,即使在同一條片材生產(chǎn)線,也可以用不同的工藝生產(chǎn)出不同用途、不同規(guī)格、不同材質(zhì)的合格片材;同一種規(guī)格用途的片材也可以用不同的設備、工藝加工出來。“無模式”給生產(chǎn)帶來極大的方便。PP熱成型片材可以用壓延法、壓光法、流涎法(有氣刀或無氣刀)等方式生產(chǎn)。在這篇文章里談談用“壓延法”生產(chǎn)生產(chǎn)各種PP熱成型片材的一些技術。僅供各位參考,不妥之處,懇請批評指正。本文以簡單的“擠出機——T型機頭——立式三輥壓光機——牽引——卷取”的設備配置為基準。(片材生產(chǎn)線一般采用“精密擠出”技術,有PLC高度自動化可編程計算機控制系統(tǒng)、熔體泵、靜態(tài)混煉器等,三輥多為臥式結構,采用伺服電機獨立傳動,配有獨立循環(huán)水控制系統(tǒng),一般采用“壓光法”生產(chǎn)。一般為了防止輥筒、機架變形,影響片材加工精度,原則上不主張在片材生產(chǎn)線上采用“壓延法”生產(chǎn)。所以,有的片材生產(chǎn)線有自動保護功能,當用壓延法生產(chǎn)片材時,如果三輥驅(qū)動電機過載時,整個生產(chǎn)線會自動停機。) “壓延法”與其他幾種方法大的區(qū)別是在機頭進入的和第二兩個輥筒之間有明顯的光滑而且均勻的余膠在旋轉(zhuǎn),第三個輥筒一般不用壓緊中間的輥筒。由于輥筒間有一定余膠,對穩(wěn)定生產(chǎn)起著很大作用,因此普通的機電配置即可滿足。即不需要熔體泵、靜態(tài)混煉器、PLC高度自動化可編程計算機控制系統(tǒng)等。可以降低很大的成本和生產(chǎn)成本。只是輥筒、機架強度比“壓光法”、“流涎法”要高些,因為輥筒受到較大的分離力。用“壓延法”生產(chǎn)時,操作方便,工人易掌握技術要領,設備維修也很簡單。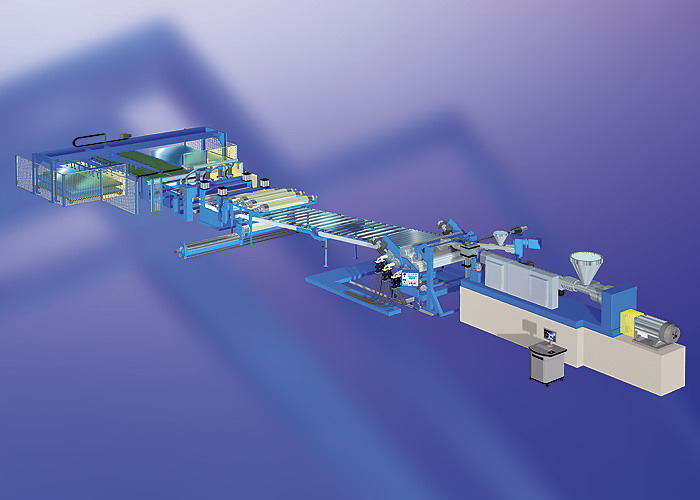
PP片材擠出機

 免責聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網(wǎng)對此不承擔任何保證責任。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請向環(huán)球塑化網(wǎng)舉報。
免責聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網(wǎng)對此不承擔任何保證責任。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請向環(huán)球塑化網(wǎng)舉報。
 簡繁切換
簡繁切換