交聯電纜料造粒機操作說明(品牌)硅烷交聯聚乙烯絕緣電纜料造粒機
一步法硅烷交聯技術生產的。生產工藝中利用了一種特殊的能夠使添加劑和硅烷均勻吸附到未接枝聚乙烯顆粒中的方法, 因此儲存期特長且不易產生預交聯和焦燒,也無需添加其它任何催化劑/添加劑(色母料或碳黑除外)。本電纜料在擠出前是熱塑性材料,但在高溫擠出時快速完成接枝制成成品后在水份及溫度存在的條件下完成交聯而成為熱固性材料。色母料:建議在使用色母料或碳黑母料前預先在70℃的條件下干燥4小時后再混入交聯料(本交聯料不需也不能干燥).
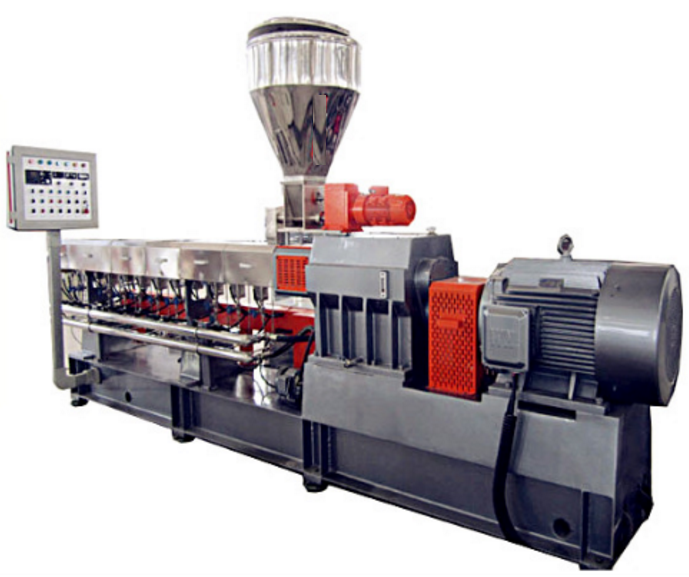
硅烷交聯聚乙烯絕緣電纜料造粒機
硅烷化學交聯――溫水交聯采用加入硅烷交聯劑的聚乙烯絕緣材料,通過1+2的擠出方式完成異體屏蔽層――絕緣層――絕緣屏蔽層的擠出后,將已冷卻裝盤的絕緣線芯浸入85-950C熱水中進行水解交聯,由于濕法交聯會影響絕緣層中的含水量。一般Zui高電壓等級僅達10KV。輻照交聯――物理交聯采用經過改性的聚乙烯絕緣料,通過1+2的擠出方式完成異體屏蔽層――絕緣層――絕緣屏蔽層的擠出后,將冷卻后的絕緣線芯,均勻通過高能電子加速器的輻照掃描窗口完成交聯過程。

硅烷的用量直接影響交聯程度。采用工藝1時, 凝膠質量分數一直隨硅烷的用量平緩增加, 但是Zui大的交聯度也小于30 %; 而采用工藝2 時, 凝膠質量分數在硅烷的用量少于3 份時, 隨硅烷用量的增加而增加, 并在硅烷用量達到3 份時達到了Zui大點,之后略有下降。說明在采用工藝1 時, 硅烷未能有效的與EVA 進行接枝反應, 產生的部分凝膠只能是EVA 與硅烷發生了部分交聯反應或者是直接與過氧化物進行了交聯。采用工藝2 則反應完全, 并出現接枝飽和點, 低于此飽和點的用量將明顯的縮減交聯度, 而高于此飽和點的用量并不能增加交聯度, 多余的硅烷游離在EVA 中, 不但不能改善材料的性能,甚至可能形成弱應力點圖2 硅烷用量和凝膠質量分數的關系圖3 硅烷用量與拉伸強度和伸長率的關系圖3 為硅烷用量與拉伸強度和斷裂伸長率之間的關系。隨體系的交聯度的提高, 分子鏈之間的相對運動困難, 相當于提高了分子鏈的剛性, 使拉伸強度上升, 斷裂伸長率下降。215 引發劑的影響圖4 為引發劑用量與凝膠質量分數的關系, 如圖4 工藝2 中所示, 用量少, 得到的凝膠質量分數會明顯降低, 無法改善材料的交聯性能; 但用量過多, 凝膠質量分數也出現下降的趨勢。原因如下: 初始DCP的增加會增加接枝的質量分數, 提高了凝膠質量分數, 但當其達到某一ji限時, 會產生由于接枝過度增加導致PE 大分子鏈上所含官能團數量急劇增長, 大分子鏈段運動受阻, 官能團之間發生碰撞交聯反應機會減少, 致使凝膠質量分數反而出現降低, 甚至DCP在用量較大時會奪取PE 的活性點直接參與反應, 形成早期的交聯鍵而使硅烷喪失交聯的機會和可能。
硅烷交聯聚乙烯絕緣電纜料造粒機
目前,市場上用量zui大的一步法硅烷交聯聚乙烯電纜料出現了電纜熱收縮不合格的問題。這個問題不是現在出現的,而是該產品配方因追求低成本而造成的,以前因監管部門不知情,放松了對該指標的檢查,造成大量不合格電纜在市場上正常售銷使用。近期國家電網發現電纜開裂進水短路與交聯電纜熱收縮過大有關,對問題電纜檢測發現熱收縮指標全部不合格。因此,監管部門對該指標作為目前重點檢查質量點。電纜生產廠家紛紛對該指標提出了合格要求,由于80%的生產該電硅烷料的廠家
兩步法硅烷交聯電纜料造粒機采用A料和B料分開生產,A料配置:失重稱——雙階擠出機——熱切沸騰床造粒輔機。B料配置:高混機——雙螺桿擠出機——水拉條造粒輔機
1、硅烷交聯電纜料造粒機工藝:高混機----雙螺桿計量式喂料----雙螺桿擠出機-----交聯快開換網-----水拉條機頭----冷卻水槽-----吸干機-----懸臂切粒機-------真空錐形揺罐——真空包裝。
2、硅烷交聯電纜料分A料(7042)+B料(硅烷小料)兩物料混合而成,B料先經高混后在經雙螺桿造粒,在A料(7042)+B料(硅烷小料)加到真空錐形揺罐混合,混合時間為2-2.5小時,后放料真空包裝。







 塑料造粒設備
塑料造粒設備
 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。




 簡繁切換
簡繁切換