





3D打印機(jī)服務(wù) 模型定制 手板打樣 工業(yè)級(jí)SLA激光快速成型 abs樹(shù)脂
3D打印機(jī)服務(wù) 模型定制 手板打樣 工業(yè)級(jí)SLA激光快速成型 abs樹(shù)脂
3D打印技術(shù)之SLA(Stereo lithography Appearance),即立體光固化成型法。
SLA技術(shù)3d打印機(jī)的原理
用特定波長(zhǎng)與強(qiáng)度的激光聚焦到光固化材料表面,使之由點(diǎn)到線,由線到面順序凝固,完成一個(gè)層面的繪圖作業(yè),然后升降臺(tái)在垂直方向移動(dòng)一個(gè)層片的高度,再固化另一個(gè)層面。這樣層層疊加構(gòu)成一個(gè)三維實(shí)體。
SLA是早實(shí)用化的快速成形技術(shù),采用液態(tài)光敏樹(shù)脂原料。
商品詳情


















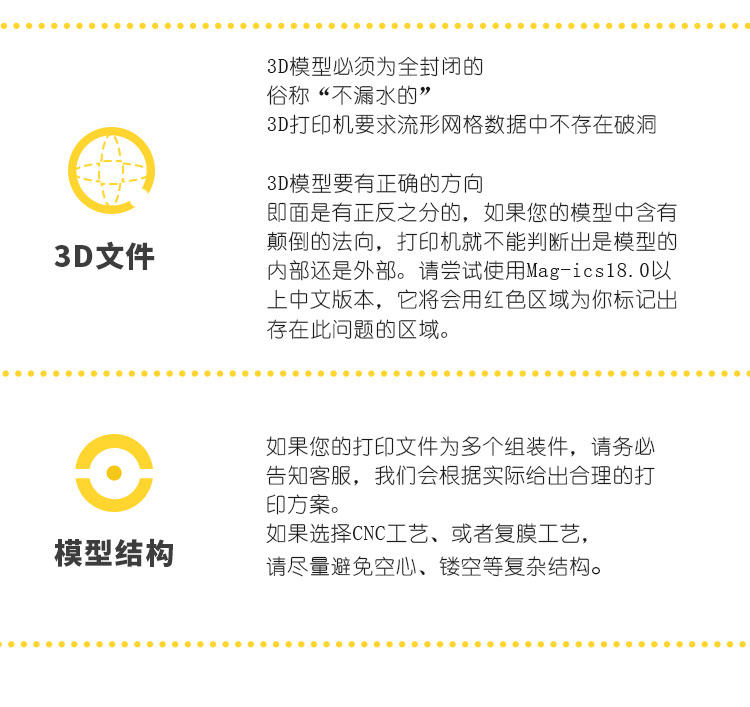
其工藝過(guò)程是: 首先,通過(guò)CAD設(shè)計(jì)出三維實(shí)體模型,利用離散程序?qū)⒛P瓦M(jìn)行切片處理,設(shè)計(jì)掃描路徑,產(chǎn)生的數(shù)據(jù)將控制激光掃描器和升降臺(tái)的運(yùn)動(dòng); 其次,激光光束通過(guò)數(shù)控裝置控制的掃描器,按設(shè)計(jì)的掃描路徑 照射到液態(tài)光敏樹(shù)脂表面 , 使表面特定區(qū)域內(nèi)的一層樹(shù)脂固化后, 當(dāng)一層加工完畢后,就生成零件的一個(gè)截面; 然后, 升降臺(tái)下降一定距離, 固化層上覆蓋另一層液態(tài)樹(shù)脂,再進(jìn)行第二層掃描,第二固化層牢固地粘結(jié)在前一固化層上,這樣一層層疊加而成三維工件原型, 后,將原型從樹(shù)脂中取出后,進(jìn)行終固化,再經(jīng)打光、電鍍、噴漆或著色處理即得到要求的產(chǎn)品。
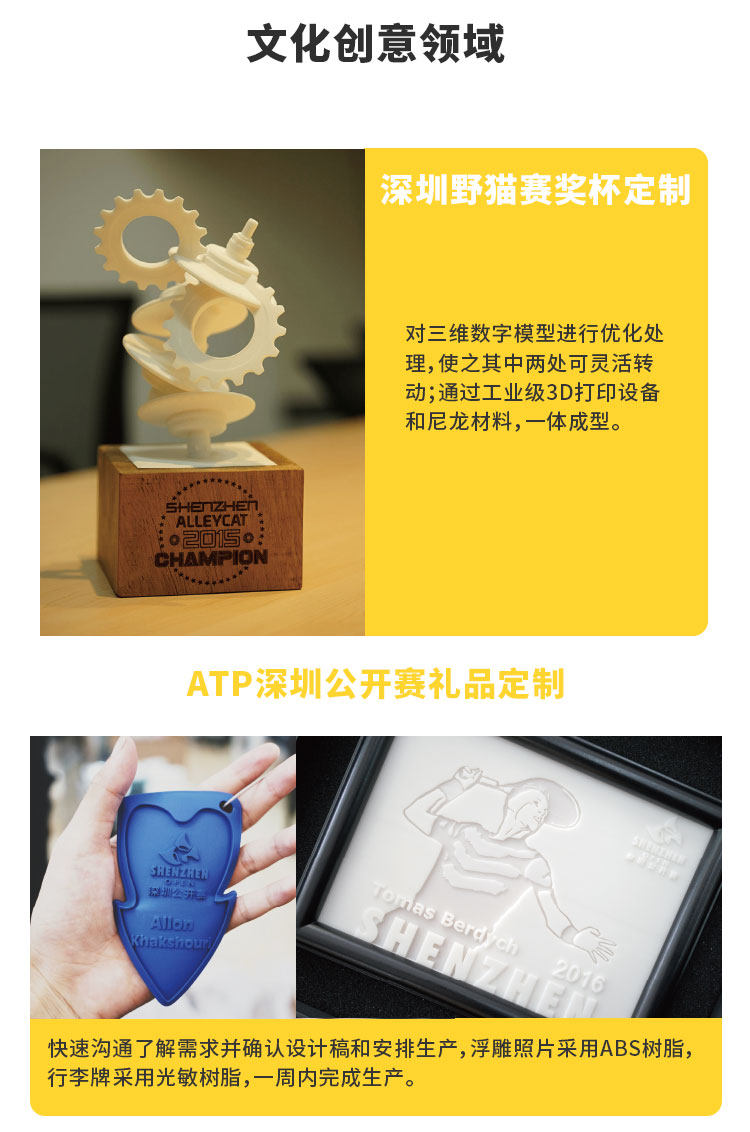
SLA技術(shù)主要用于制造多種模具、模型等;還可以在原料中通過(guò)加入其它成分,用SLA原型模代替熔模精密鑄造中的蠟?zāi)!LA技術(shù)成形速度較快,精度較高,但由于樹(shù)脂固化過(guò)程中產(chǎn)生收縮,不可避免地會(huì)產(chǎn)生應(yīng)力或引起形變。因此開(kāi)發(fā)收縮小、固化快、強(qiáng)度高的光敏材料是其發(fā)展趨勢(shì)。
SLA 技術(shù)的優(yōu)勢(shì)
1.光固化成型法是早出現(xiàn)的快速原型制造工藝,成熟度高,經(jīng)過(guò)時(shí)間的檢驗(yàn)。
2.由CAD數(shù)字模型直接制成原型,加工速度快,產(chǎn)品生產(chǎn)周期短,無(wú)需切削工具與模具。
3.可以加工結(jié)構(gòu)外形復(fù)雜或使用傳統(tǒng)手段難于成型的原型和模具。
4.使CAD數(shù)字模型直觀化,降低錯(cuò)誤修復(fù)的成本。
5.為實(shí)驗(yàn)提供試樣,可以對(duì)計(jì)算機(jī)仿真計(jì)算的結(jié)果進(jìn)行驗(yàn)證與校核。
6.可聯(lián)機(jī)操作,可遠(yuǎn)程控制,利于生產(chǎn)的自動(dòng)化。
SLA 技術(shù)的缺陷
1.SLA系統(tǒng)造價(jià)高昂,使用和維護(hù)成本過(guò)高。
2.SLA系統(tǒng)是要對(duì)液體進(jìn)行操作的精密設(shè)備,對(duì)工作環(huán)境要求苛刻。
3.成型件多為樹(shù)脂類,強(qiáng)度,剛度,耐熱性有限,不利于長(zhǎng)時(shí)間保存。
4.預(yù)處理軟件與驅(qū)動(dòng)軟件運(yùn)算量大,與加工效果關(guān)聯(lián)性太高。
5.軟件系統(tǒng)操作復(fù)雜,入門(mén)困難;使用的文件格式不為廣大設(shè)計(jì)人員熟悉。

















3D打印機(jī)服務(wù) 模型定制 手板打樣 工業(yè)級(jí)SLA激光快速成型 abs樹(shù)脂





 免責(zé)聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由發(fā)布企業(yè)負(fù)責(zé),環(huán)球塑化網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。我們?cè)瓌t上建議您優(yōu)先選擇“塑企通”會(huì)員合作! (2)同時(shí)我們鄭重提醒各位買(mǎi)/賣家,交易前請(qǐng)?jiān)敿?xì)核實(shí)對(duì)方身份,切勿隨意打款或發(fā)貨,謹(jǐn)防上當(dāng)受騙。如發(fā)現(xiàn)虛假信息,請(qǐng)向環(huán)球塑化網(wǎng)舉報(bào)。
免責(zé)聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由發(fā)布企業(yè)負(fù)責(zé),環(huán)球塑化網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。我們?cè)瓌t上建議您優(yōu)先選擇“塑企通”會(huì)員合作! (2)同時(shí)我們鄭重提醒各位買(mǎi)/賣家,交易前請(qǐng)?jiān)敿?xì)核實(shí)對(duì)方身份,切勿隨意打款或發(fā)貨,謹(jǐn)防上當(dāng)受騙。如發(fā)現(xiàn)虛假信息,請(qǐng)向環(huán)球塑化網(wǎng)舉報(bào)。
 簡(jiǎn)繁切換
簡(jiǎn)繁切換