






用于手板模型、模具制作等各種模具開發、用來制模以鑄造環氧樹脂、聚酯樹脂、聚乙烯、乙烯基、塑料、石蠟、低熔點合金 混凝土等,也用于文物復制和美術工藝品的復制。

加成型液體模具硅橡膠、耐高溫模具硅膠可用于手機外殼、手機掛件,塑膠公仔、手工藝品模型、硅膠機器人模型和樹脂工藝品卡通人物玩具批量制作,也可適用于精細花紋工藝的水晶工藝品、玉石模型、汽車模型、軍事禮品模型,樹脂工藝品雕塑、玻璃鋼雕塑、機關政府建筑模型等制作。

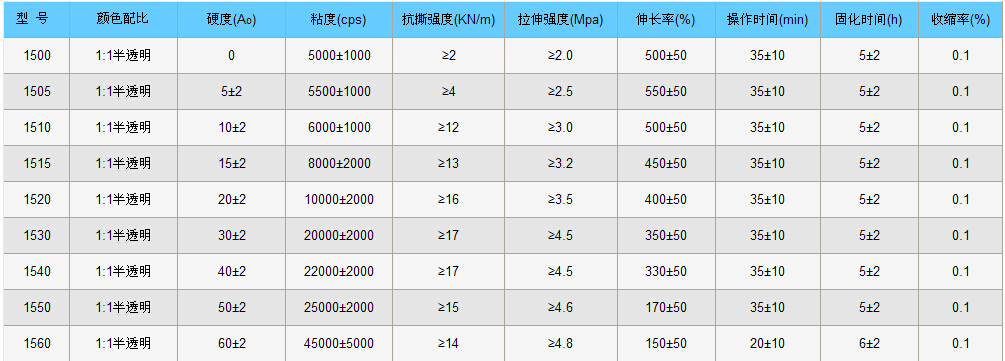
性能特點:
流動性好、易操作,不受制品厚度限制,即可室溫成型固化也可加溫固化; 具有尺寸穩定性好、線收縮率小(≤0.1)、交聯過程中不放出低分子,故體積不變; 拉伸、撕裂強度大; 在液體模具硅橡膠中加入特殊組份后制成的硅膠模具,在200℃的高溫下、密封環境中加熱不還原等特點。
操作說明:
1、硅膠與固化劑攪拌均勻加成型模具硅橡膠材料外觀是流動的液體膠,A組份是硅膠,B組份是固化劑。例:取
100克硅膠,添加2克固化劑。
2、抽真空排氣泡處置
加成型液體硅膠與固化劑攪拌均勻后,進行抽真空排氣泡環節,抽真空的時間不宜太久,正常狀況下,不要逾越十分鐘。抽真空時間太久,硅膠膠料馬上固化,產生了交聯反映,使硅膠變成一塊一塊的,無法進行涂刷或灌注,這樣就浪費了液體硅膠材料。
3、外模的處理、制作
把抽排過氣泡的液體硅膠,以涂刷或灌注的方法,倒在產品上面。 一般選用的方法和材料是將模具鄰近,用膠板或木板圍起來,一選用石膏將模柜灌滿就可以了,另一種選用樹脂涂刷的方法,涂刷一層樹脂就粘貼一層玻纖布,再涂刷再粘貼,重復兩三層就可以結束模具外模了。
4、灌模或灌注模的操作方法
灌模或灌注模,是用于比較潤滑 或簡略的產品,沒有模線省工省時,便是將你要拷貝的產品或模型,用膠板或玻璃板圍起來,將抽過真空的加成型硅膠膠料直接倒入產品上面,待硅膠材料成型后,取出模型產品,硅膠模具制作就成型了。
5、分片模具或片模操作方法
把抽過真空的液體硅膠膠料以涂刷 或灌注方法進行施工。 假定你是做片模或分片模具來選用涂刷方法,涂刷前先把你要拷貝的產品或模型涂刷上一層脫模劑,或隔絕劑,然后把硅膠膠料涂刷在產品上面,待 2—3小時后,自然固化成型。

模具硅膠不固化是什么原因?
答四種原因會造成不固化:①固化劑加得太多或者加得太少;②固化劑和硅膠沒有攪拌均勻;③固化環境溫度太低,適溫度是20~30℃;④模具硅橡膠存放時間過長。






 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
 簡繁切換
簡繁切換