






***** Hei-Cast 8570 *****
1.概要
Hei-Cast8570是3液形式的聚氨酯真空注型材料。
2.A液、B液、C液的基本特性
|
項 目 |
數 值 |
備 考 |
|
|
外觀 (25℃) |
A 液 |
微濁液體/黑色液體 |
多元醇類 |
|
B 液 |
微濁液體 |
異氰酸酯類 |
|
|
C 液 |
白濁液體 |
多元醇類 |
|
|
制品色 |
|
乳白色/黑色 |
|
|
粘度 (mPa?s,25℃) |
A 液 |
1000 |
BM型粘度計 |
|
B 液 |
300 |
||
|
C 液 |
3000 |
||
|
比重 (25℃) |
A 液 |
1.11 |
量杯 |
|
B 液 |
1.17 |
||
|
C 液 |
1.01 |
||
3.A、B液混合基本特性及物性
|
項 目 |
數 值 |
備 考 |
|
|
配合比 |
(A+C):B |
(100+0):200 |
重量比 |
|
操作時間 |
25℃ |
10分 |
樹脂 100g |
|
35℃ |
6分30秒 |
||
|
制品比重 |
|
1.21 |
JIS K 7112 |
|
硬度 |
Shore D |
85 |
Wallace本公司硬度計 |
|
拉伸強度 |
MPa |
50 |
JIS K 7113 |
|
伸長率 |
% |
35 |
|
|
彎曲強度 |
MPa |
65 |
JIS K 7171 |
|
彎曲彈性率 |
MPa |
1600 |
|
|
沖擊值 |
kJ/m2 |
7 |
JIS K 7110 Izod V Notch |
|
收縮率 |
% |
0.4 |
本公司規格 |
|
荷重熱變形溫度 |
℃ |
90 |
JIS K 7191(1.80 MPa) |
|
脫模時間 |
|
60~90分 |
模具溫度60℃以上 |
注) 硬化條件60℃ 60℃×60分
此物性為本公司的測定值,并非標準值。
制品的物性會因形狀和成型條件的改變而有所不同,請充分確認后再使用。
4.添加C劑后的基本特性及物性
|
項 目 |
數 值 |
||||
|
配合比率 |
(A+C):B |
(100+10):200 |
(100+25):200 |
(100+40):200 |
(100+50):200 |
|
操作時間 |
25℃ |
10分 |
11分 |
12分 |
13分 |
|
制品比重 |
|
1.20 |
1.19 |
1.19 |
1.17 |
|
硬度 |
Shore D |
80 |
80 |
80 |
80 |
|
拉伸強度 |
MPa |
45 |
35 |
30 |
25 |
|
拉伸率 |
% |
70 |
75 |
70 |
55 |
|
彎曲強度 |
MPa |
55 |
45 |
30 |
20 |
|
彎曲彈性率 |
MPa |
1400 |
1200 |
800 |
600 |
|
Izod沖擊值 |
kJ/m2 |
9 |
9 |
13 |
10 |
|
荷重熱變形溫度 |
℃ |
80 |
80 |
70 |
65 |
|
收縮率 |
% |
0.5 |
0.4 |
0.5 |
0.4 |
注)硬化條件:模具溫度60℃ 60℃×60分+25℃×24小時
此物性值是弊社測定的代表值,并非規格值。
制品的物性會根據形狀和成型條件而有所改變,請充分確認后再使用。
5.真空注型的方法
(1)計量
根據彎曲彈性率添加相應的C液量,只對A液中添加C液、然后混合均勻。
此混合過程,請在真空度高的環境中進行。
并且A液和C液的混合液放置一段時間后,會自然分離。在分離的狀態下與B液混合反應后,液得不能得到相應的物性結果,所以請務必只對所需要使用量的樹脂適時的進行調配。
(2)預備脫泡
在脫泡室內進行5分鐘的預備脫泡。
只對所需使用量進行分量脫泡。
建議使液溫在40℃的狀態中進行脫泡。
(3) 樹脂溫度
A液(含有C液的A液)、B液都保持在35℃~40℃之間。
在液溫極低時,會引起混合不良和硬化不良的情況。
并且,多次加熱和冷卻后會導致酸化的可能性,所以請避免長時間加熱。
(4)模具溫度
預先將硅膠模具加熱并保持在60~70℃之間。
模具溫度過低時,會引起硬化不良,并導致物性低下。
并且,模具的溫度將影響到制品的精度,請充分注意管理模具的溫度。
(5)注型
為將向含有C液的A液中加入B液設置好容器。但是,在沒有使用C液時,應設置為把、向B液中加入A液。
操作室進入真空狀態后,5分鐘之后將含有C液的A液(沒有使用C液時、B液)攪拌的同時脫泡處理。
含有C液的A液加入至B液中(沒有使用C液時,將B液加入到A液中)攪拌30~40秒鐘后,注入硅膠模中。
然后,根據時機進行排氣。
(6)硬化條件
將模具放置于60~70℃的烤箱中,經過60~90分鐘的硬化后進行脫模。
根據需要,可以進行二次固化處理。
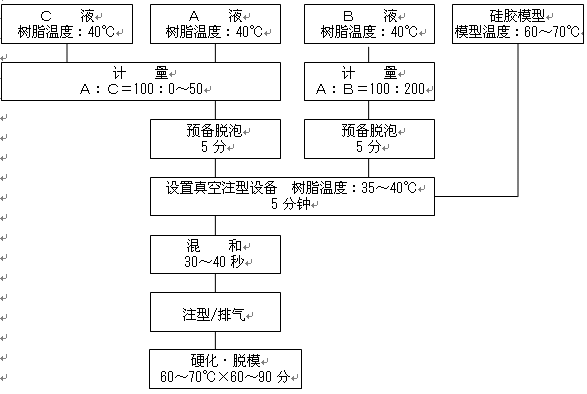
6.真空注型流程表
7.使用時的注意事項
(1)A液、B液、C液在使用前要充分攪拌。
(2)A、C液的混合方法
將一定量的C液加入到A液中充分攪拌。混合需在高度真空的環境中進行。
(3)混合液長時間放置會自然分離。分離后與B液相反應時,不能得到相應的物性,務必只對所需量的樹脂進行調配。
(4)A液、B液、C液都對水分敏感。應避免混入或長時間接觸濕氣,使用后應密封保存。
(5)A液、C液中混入水分時,硬化物會容易產生氣泡,此時請向A液、C液中添加1~2%的脫水劑。
(6)如果將A液、C液持續長時間加熱時,有造成操作時間縮短的可能性。請在室溫中保存。
(7)請將B液置于20~25℃的環境中保存。
(8)如果B液和濕氣相反應時,會白濁或硬化,失去原有的透明度,導致硬化后的制品物性低下,此時請勿繼續使用。
(9)B液處于5℃以下時會出現結晶,出現此類情況時,請置于60~70℃的烤箱中溶解。并且,在消除結晶后,立即放置在20~25℃的環境中保存。
(10)將B液長時間50℃加熱時,會加速其變質,并且會導致內壓增強而導致罐體爆裂。
8.安全衛生上的注意事項
(1)B液中含有4,4’二甲烷異氰酸酯1%以上。作業場所能請裝置局部排氣管,并充分的注意換氣。
(2)不要手或皮膚直接接觸原料,如不慎接觸后,需即時用肥皂水清洗。接觸后如長時間不處理,會引起皮膚炎癥。
(3)原料不慎進入眼睛時,需立即用流動的水沖洗眼睛15分鐘,并且接受眼科醫生的診治。
(4)真空泵的排氣必須排放至室外。
9.消防法危險品分類
A液 危險品第4類第4石油類
B液 危險品第4類第4石油類
C液 危險品第4類第4石油類
10.包裝
A液 1kg/罐
B液 1kg/罐
C液 1kg/罐

 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
 簡繁切換
簡繁切換