






自從我國數控機床的技術發展到了成熟期以后,各個領域都開始了對于小型深孔鉆廣泛關注。當前我國的機床鑄造產業正處于高速發展時期,產業由量變正走向質變的階段。這一時期也是機床鑄造產業從大到強,更具發展意義的時期。
小型深孔鉆機床多分為水平臥式和三坐標式結構。機床有獨立完善的切削油高壓、冷卻及過濾系統,以保證充足、潔凈、溫度適中的切削油供應。
為便于操作,高壓冷卻液從機床后端提供,鉆頭通過旋轉夾持套固定在主軸上,可以選擇工件旋轉和刀具旋轉的形式位置的調整,也可選擇主軸移動或工作臺移動的方式。
機床上設有切屑回收箱,切屑由此排出,并將冷卻液回收冷卻循環使用,在回收箱前端裝有導引套,深孔鉆鏜床,從而引導鉆頭進入工件表面。對于鉆頭長度超過無支撐長度的情況,深孔鉆刀,還要適當增加中間支撐。
在管式鉆削系統中,深孔鉆,切削頭部安裝在比孔徑稍小一點的薄壁鉆管上。切削液被泵入到孔壁與鉆管之間的空隙中,把切屑從鉆管內孔沖出。與鉆的小鉆桿相比,這可以使得切削頭在更結實的基礎上工作,可以傳遞更大的扭矩,承受更大的切削力,同時也擴大了排屑通道。終的好處是加工更快,排屑更順暢。
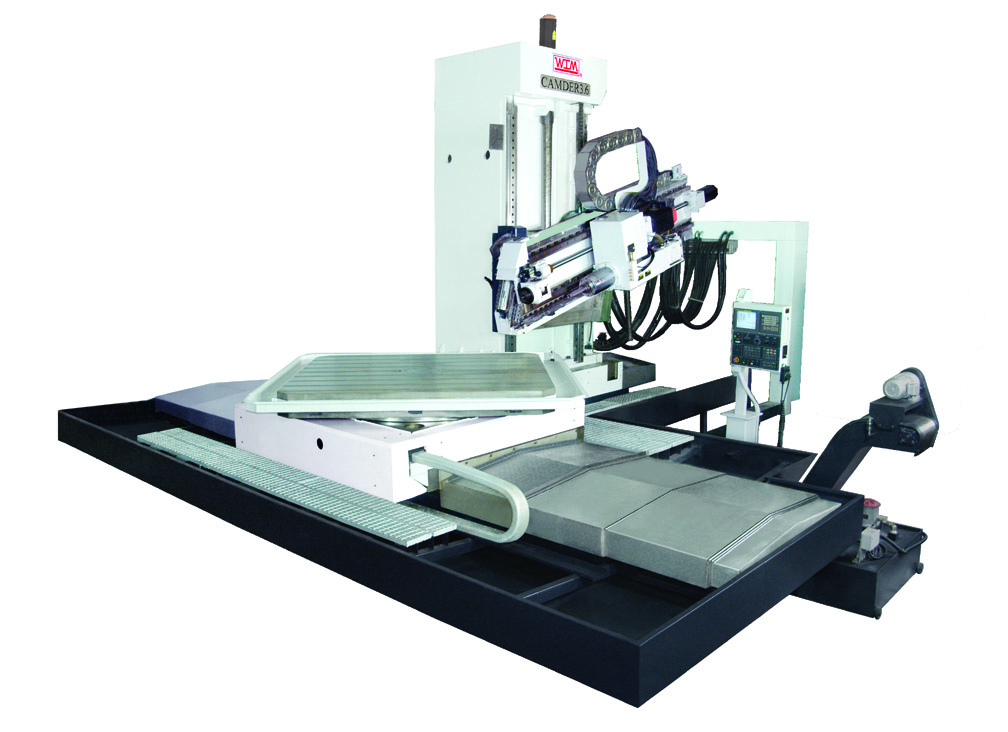
數控深孔鉆加工主軸與**鉆套、**鉆套與**鉆套與鉆桿均采用直柄連接方式,裝夾極為方便。冷卻液可通過主軸中心直接進入
鉆桿,冷卻及沖屑效果好,主軸高轉速時8000轉/分。X軸工作臺運動是由交流伺服電機直聯滾珠絲桿驅動。導軌為精密滾動
線性導軌。Y軸滑板Y軸運動是由交流伺服電機直聯滾珠絲桿驅動。導軌為精密滾動線性導軌。Z軸鉆桿箱Z軸運動是由交流伺服
電機直聯滾珠絲杠驅動。導軌為精密滾動線性導軌。
深孔加工的主要技術指標:除可用于常規的深孔加工以外,還可用于難加工材料深孔加工,具有深孔加工效率高、精度高和難度
高的特點。1、孔加工效率:30~60mm/nin 2、孔加工尺寸精度:IT6~IT9級 3、孔加工表面粗糙度:Ra0.4~1.6μm 4、孔加工
直線度:0.2/1000 5、孔加工同軸度:壁厚差全長(3000mm內)各截面上不大于±0.1mm 6、孔加工范圍:孔徑φ3~250mm;長徑比50~200 。

經營范圍: 生產銷售五金塑膠機械、機械零配件機器售后維修服務,三軸以上聯動數控機床。從事機床及其零配件的批發、進出口及傭金代理(拍賣除外)的業務。專營生產模具行業金屬切削機床,深孔鉆,合模機,臥式銑床,雙頭端面銑,三頭龍門銑床,平面加工設備,五軸加工設備,模具鋼材
環球工業機械專業生產數控臥式銑床,鉆床等模具加工設備。具體價格請撥打電話了解,網站寫的僅為參考。





 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
 簡繁切換
簡繁切換