


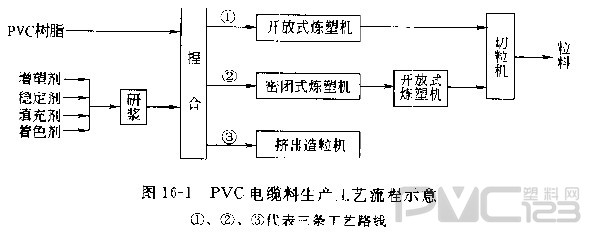
PVC電纜料生產工藝流程 工藝流程示意如圖16-1所示。
PVC電纜料生產工藝
樹脂應過4目0篩,輔料應過60目篩并研成漿料,然后進行捏合。
用500L型捏合機捏合時,夾套加熱蒸汽壓力約為0.25~0.40MPa,捏合時間為40~70min,出料溫度為90~120 ℃;而用500L高速混合機時則加熱蒸汽壓力、混合時間和溫度分別為0.2MPa, 5~15min, 100~120 ℃。
捏合塑化的物料可通過圖16-1所示三條工藝路線制得粒料。利用擠壓造粒法,設備最簡單,操作連續。省勞力,故應用較多。擠出造粒機機筒部分的溫度,從加料口至機頭逐步升高。通常在160~180℃范圍。擠出造粒要求出料均勻,切下的粒子長短一致,外觀光潔。無粘連現象。
PVC電纜料主要生產設備
PVC電纜料主要生產設備有電磁振動篩、三輥研漿機、Z型捏合機或高速混合機、開放式煉塑機或擠出造粒機,以上均為通用塑料機械。
PVC電纜料主要生產設備產品標準
pvc電纜料執行國標GB 12706.2-51或原輕工業部部頒標準SG22一73。

























