


壓延法PVC地板革
概述 壓延法PVC(pvc)地板革,是用壓延法工藝生產的一種長卷鋪地材料。
壓延法地板革產品結構由三部分組成,底層是纖維布基或石棉紙襯底,中問層是PVC塑料發泡或不發泡層,面層是透明或印花的耐磨塑料薄膜。池板革具有彈性好、步感舒適、耐磨損、耐腐蝕、易清洗、保溫等優點,廣泛應用于家庭、賓館、辦公室、飯店等場所。
地板革根據使用要求不同,可分為家用型和公用型兩種,家用型厚度為0.8~1.5mm,公用型厚度為1. 4~2. 2mm。
壓延法PVC地板革主要原料及典型配方
(1)底層 一般采用纖維布基或石棉紙基。地板革對底層材料的要求是:尺寸穩定性好,耐熱性好,耐腐蝕,經表面處理后能較好的同塑料層貼合,而且貨源廣泛。底層材料以選用玻璃纖維布為宜。
(2)壓延法 PVC地板革中間層及面層的典型配方見下表所示。
| 壓延法聚氯乙烯地板革典型配方(質量分) | ||||||
| 物料名稱 | 家用型DJ | 公用型DC | ||||
| 面層 | 發泡層 | 面層 | 中間層 | |||
| 樹脂 | PVC | 100 | 200 | 100 | 100 | |
| 增塑劑 | 鄰苯二甲酸二辛酯 | 18 | 30 | 18 | 22 | |
| 鄰苯二甲酸二丁酯 | 20 | |||||
| M-50 | 12 | 10 | 12 | 18 | ||
| 氯化石蠟 | 6 | 6 | 10 | |||
| 穩定劑 | Ba-Cd-Zn復合穩定劑 | 2 | 2 | 2 | 2 | |
| 硬脂酸鋇 | 1 | 0.8 | 0.8 | 0.8 | ||
| 硬脂酸鋁 | 0.8 | 1 | ||||
| 硬脂酸鋅 | 0.4 | 0.4 | ||||
| 硬脂酸 | 0.2 | 0.8 | 0.2 | 0.4 | ||
| 填充劑 | 重質碳酸鈣 | 5~10 | 40 | 10 | 50 | |
| 偶氮二甲酰胺 | 5 | |||||
| 顏料 | 適量 | 適量 | 適量 | |||
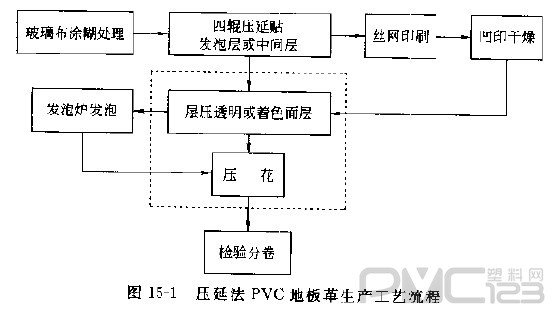
壓延法PVC地板革生產工藝流程 圖15-1為生產工藝流程示意圖。
壓延法PVC地板革生產工藝
(1)印刷油墨配制工藝將油墨配方中各組分共同攪拌均勻后,在三輥研磨機上于常溫下反復研磨,成漿黏度40Pa·s左右備用。
(2)壓延工藝 玻璃纖維布經表面處理后在四輥機上壓貼塑料層。發泡或不發泡塑料層厚度一般控制在0.1~1. 5mm左右,如厚度超過0. 8mm,在生產中應分為2~3次壓延。四輥線速度7~10m/min,四輥溫度控制:1號輥及4號輥為150~155℃,2號輥及3號輥為155~160℃。
(3)印刷 印刷有兩種方法,一種是直接在革上進行印刷。通常是在絲網印劇機或凹版印刷機上進行,印刷后的地板革應在130~140℃熱風條件下干燥20~30s。另一種是在透明面層膜上進行印刷,通常是在凹版印刷機上進行,印刷好的面層膜在下一道工序反貼在革上。
(4)貼面層膜 經過印刷干燥后的半成品在此工序進行貼面層膜,面層膜為半硬質耐磨的pvc薄膜,一般厚度在0. 30mm左右。貼膜在復合機上進行,也可直接在四輥壓延機上進行。
復合機復合溫度控制:預熱輥為80~100℃,加熱輥為140~150℃。紅外線加熱器功率為48kW,貼膜線速度以6~8 rn/min為宜。
(5)發泡爐發泡 如生產發泡地板革,還需在發泡爐中進行發泡。發泡爐各段溫度的控制是:前段120~130℃,中段160~170℃,后段190~200℃。材料在爐中運行的線速度一般在6~9m/min,發泡倍率根據要求可控制在1. 5~2倍。
壓延法PVC地板革主要設備 四輥壓延生產線和壓延薄膜的相同。
復合機由面層輸送輥、預熱輥、底層輸送輥、加熱輥、壓花輥、卷取輥組成。
壓延法PVC地板革產品標準及性能 PVC地板革尚無國標和部標,各生產廠執行各地的地方標準。

























