


環(huán)球塑化網(wǎng)www.PVC123.com訊:
一、線性低密度聚乙烯概述
被稱為第三代聚乙烯的線性低密度聚乙烯(LLDPE)樹脂,除具有一般聚烯烴樹脂的性能外,其抗張強度,抗撕裂強度、耐環(huán)境應(yīng)力開裂性、耐低溫性、耐熱性和耐穿刺性,尤為優(yōu)越,均優(yōu)于HDPE和LDPE,在工農(nóng)業(yè)生產(chǎn)及日常生活中有其廣泛的用途,獲得了引人注目的發(fā)展。
LLDPE雖與過去的LDPE屬于同一密度范圍,但由于它們之間的分子結(jié)構(gòu)不同,熔融流變學(xué)行為也不同,因此他們的物理基本性質(zhì)及成型加工特點也不相同。
_LLDPE是在二氧化硅為載體的鉻化合物高效催化劑,或用鈦、釩為載體的鉻化合物的催化體系存在情況下,使乙烯與少量的α烯烴共聚(約含量8%),形成在線性乙烯主鏈上,帶有非常短小的共聚單體支樁的分子結(jié)構(gòu)。
LLDPE的聚合工藝主要有氣相聚合、溶液聚合、懸浮聚合、高壓懸浮聚合等方法,目前應(yīng)用最廣泛的是低壓氣相聚合法,主要是因為其成本低廉。
LLDPE的合成工藝簡單、工藝流程較短、消耗能源少,占地面積小,投資只有同規(guī)模的LDPE的一半左右,但產(chǎn)品的物理機械性能在許多方面優(yōu)于LDPE,并且具有良好的加工性能。
目前對LLDPE又進行了許多改性,除現(xiàn)在的辛烯支鏈產(chǎn)品外,還產(chǎn)生了己烯/丙烯、甲基戊烯/丁烯支鏈的品級,己烯支鏈型樹脂有稱為第二代、第三代新型LLDPE。
二、線性低密度聚乙烯基本性質(zhì)
LLDPE樹脂的分子結(jié)構(gòu)為線型,分支少、支鏈短,其分子結(jié)構(gòu)與HDPE相似,但其密度又與LDPE相似。LLDPE與LDPE的主要性質(zhì)對照如表2所示:
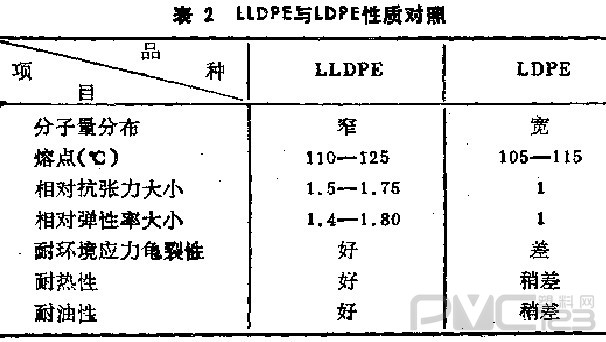
一般來說LDPE的支化度較高,在每1000個碳原子中含有15-30個甲基側(cè)鏈以及少量的乙基和丁基側(cè)鏈,而LLDPE支化度低,其結(jié)構(gòu)近似于HDPE,其側(cè)基數(shù)在LDPE和HDPB之間約10-20個(HDPE支化度很低,每1000個碳原子的主鏈上只含有5一7個乙基側(cè)鏈).。
LLDPE的剪切粘度隨剪切速度增加,粘度下降,對剪切速度的依頗性小,在中等剪切速率下,LLDPE的剪切粘度是LDPE的2.5倍,而隨著剪切速度的降低,兩種樹脂剪切粘度的差別越來越明顯,在低剪切速率范圍內(nèi),LLDPE的剪切粘度是LDPE的4一5倍。
LLDPE的密度為0.920-0.935,其斷裂強度為16-33兆帕,斷裂伸長率為800-1000%,邵氏硬度為55-57,軟化點溫度105-113℃;脆化溫度小于﹣75℃;熔融指數(shù)分一般薄膜0.9、包裝薄膜2、擠出級0.3、滾塑級4、注射成型級8等大致范圍。
LLDPE的耐環(huán)境應(yīng)力龜裂性(ESCR)較好,在同樣熔融指數(shù)下要比LDPE高幾十倍,比HDPE還好。所以LLDPE適宜用它來制作要求耐高ESCR的洗滌劑或盛油性的容器。
LLDPE的耐低溫性能優(yōu)于乙烯一醋酸乙烯共聚樹脂 (EVA),在0℃以下,其沖擊強度高于EVA制品20%,而在常溫時,EVA的沖擊強度高。
LLDPE的剛性和強度均高于LDPE。如在同一密度情況下,抗張力能高出50-75%,彈性率高出40-80%。
LLDPE的透明性稍差于LDPE,在制造收縮膜及擠出涂層等方面LDPE均優(yōu)于LLDPE,因此LLDPE估計只能取代三分之一的LDPE。
三、線性低密度聚乙烯成型加工性能
從原則上講,加工LDPE的設(shè)備,均可用來加工LLDPE,尤其是在注塑、吹塑和旋轉(zhuǎn)成型時,一般用原設(shè)備即可,但是應(yīng)注意到兩種樹脂最明顯的差別在于剪切粘度,在普遍擠出機內(nèi)擠出薄膜時,一般剪切速度范圍為10²—10m³/秒-1,LLDPE的粘度較高,這時擠出成型時易發(fā)熱,造成加工功率消耗大,加工溫度高及生產(chǎn)率低,容易使LLDPE熔體破裂,使擠出制品表面粗糙,為此需要適當加寬吹塑成型的口模,一般可寬到1.3-2.6毫米。
降低LLDPE成型加工時的功率消耗,實質(zhì)上是使樹脂在擠出機內(nèi)受到的過大的剪切力降低到最低程度,這時可適當加長螺桿的壓縮段、縮短螺桿的均化段。例如壓縮段由通用螺桿的3D (D為螺桿直徑)加長到7D;均化段由通用螺桿的13D縮短到9D。
另外加深均化段的深度,采用較小的壓縮比,即采用長螺桿也可以降低剪切能量的消耗。這是因為隨著較平緩的錐度,固體床在壓縮段逐漸變窄而熔掉,進入均化段后,不再受較強的剪切作用而產(chǎn)生熱量,這樣由溶體帶出口模的熱量損失要少一些。
據(jù)報道有采用窄模隙裝置,它由加熱系統(tǒng)制成,而這種加熱系統(tǒng)是利用一個套在模隙邊上的合金環(huán)中的連續(xù)環(huán)狀加熱件起作用。該系統(tǒng)在模隙出口處直接對聚合物進行加熱,這樣就減少了界面層的粘度,降低了剪切應(yīng)力,于是就可以不添加加工助劑,同時能避免了熔體的破裂,不影響LLDPE的吹膜擠出生產(chǎn)率。
LLDPE的熔體張力較小,其膜泡的穩(wěn)定性不如LDPE的膜泡穩(wěn)定性好。在同樣熔融指數(shù)情況下,LDPE的熔體張力大。為改善膜泡的不穩(wěn)定,可采用雙風口風環(huán)。
除此以外,還可通過改變齒輪箱傳動比,或提高傳動馬達功率等方法來改善LLDPE的高粘度造成的功率消耗大等缺點。
另外采用共混改性的方法,也能解決LLDPE的成塑加工難的問題,如在其中摻混15-30%的LDPE,就可利用現(xiàn)有設(shè)備,生產(chǎn)出共混薄膜。
添加一些成型加工助劑,可以降低LLDPE的粘度作用,而且還能保特制品的主要性能指標水平。例如PPA加工母料、ACPE加工母料、脂肪酰胺與無機物復(fù)合體系等。
四、線性低密度聚乙烯應(yīng)用舉例
1、LLDPE編織袋生產(chǎn)
聚丙烯編織袋缺點是低溫脆性及耐老化性差,另在涂聚乙烯膜進行復(fù)合時,兩者粘結(jié)性差,因此剝離強度低。采用LLDPE作編織袋原料,則可克服上述缺點。
LLDPE加工成扁絲時,工藝條件如下:螺桿轉(zhuǎn)速38-55轉(zhuǎn)/分,擠出機機身四段溢度130、140、180、180℃,機頭發(fā)藍溫度165℃、模頭溫度155℃、拉伸弓板前后溫度90、75℃、熱定型溫度70℃,拉伸比8、模口間隙0.8毫米、單風口風環(huán)冷卻、原料熔融指數(shù)1.5。
在原料中加進5-10%的聚乙烯進行共混改性,則效果較好。
若冷卻風環(huán)采用雙風道,則效果更為理想。
2 、LLDPE吹塑薄膜的生產(chǎn)
LLDPE熔融指數(shù)為1、密度為0.918、添加2-8%的降粘劑PPA。
擠出機螺桿直徑90毫米、長徑比25:1,機頭結(jié)構(gòu)為螺旋式、摸口直徑200毫米、口模間1:5毫米。
擠出工藝條件:三段加工溫度180、 200、220℃,螺桿轉(zhuǎn)速60轉(zhuǎn)/分、吹脹比2、牽引速度31米/分。
產(chǎn)品寬度(折徑)650毫米、厚度0.03毫米。
添加一定量的有機硅可提高吹塑薄膜的生產(chǎn)率。
3、其他LLDPE制品的生產(chǎn)
其他LLDPE制品,如中空容器、注塑制品(緩沖墊片、洗衣機內(nèi)捅)、各種擠出管材、交聯(lián)發(fā)泡制品、復(fù)合薄膜等,往往在生產(chǎn)時,需要進行物理或化學(xué)改性才能既保證產(chǎn)品質(zhì)量又能順利成型加工,為此可與一些橡膠類或其他塑料(如DPE, HDPE,聚丙烯等)進行摻混。具體例子在改性聚乙烯節(jié)中敘述。
LLDPE吹塑薄膜,在作為食品包裝或冷藏時,就要求薄膜具有一定的氣密性此時可添加10-20%的丁基橡膠或聚異丁烯,這樣對氧氣、甲烷氣體、二氧化碳氣體降低10-50%的透過率,另外橡膠粒徑越細,則橡膠在LLDPE的分散性能越好,對提高氣密性有利。

























