


軟質聚氯乙烯電纜料的擠壓
一、用擠壓成型電纜料的特點
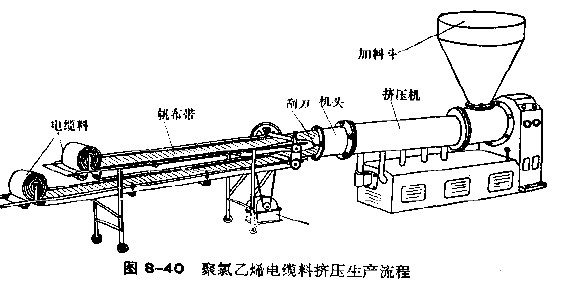
電纜料的生產路線很多,這里主要介紹將捏和料經擠壓機塑化成片,經切粒成電纜料,其工藝流程見圖8-40。它的生產過程是將捏和好的粉狀料加入加料斗內,經擠壓塑化后,從管狀機頭中擠出,剖刀安裝在口模物料出口處,管狀塑化好的電纜料片經剖刀剖成二條,經帆布帶一面冷卻,一面牽引,而卷成電纜料卷,此電纜料卷再送到切粒機中切粒即成電纜料。
用擠壓成型生產電纜料的特點是:
(1)生產連續化。只要原料穩定,擠壓的溫度、轉速、冷卻條件等不變,電纜料的質量也就比較穩定。放線溫度比較容易控制,不象密煉機、雙滾塑化操作,由于組合復雜,各崗位的操作不易準確控制。
(2)擠壓機是緊閉操作,因此垃圾雜質不易帶入,這樣放電線時過濾網就不需要經常更換。
(3)減輕勞動強度,擠壓操作比較簡便。
(4)設備投資小。
缺點是生產能力比較低,一臺Φ200毫米擠壓機,產量約為即200~250公斤/小時。
二、 軟質聚氯乙烯電纜料擠壓的工藝條件
螺桿直徑 Φ200毫米 螺桿長徑比L/D=15
螺桿型式 等距不等深 壓縮比=3.06
螺旋角 φ=17°18'
以黃色(檸檬黃)電纜料的擠壓操作為例,介紹其工藝條件如下:
機身溫度(儀表溫度°C) 第一段 第二段 第三段 第四段
135~145 135~145 140~150 140~150
機頭溫度(水銀溫度°C) 150~165
口模溫度 (水銀溫度°C) 160~170
螺桿轉速 10~20轉/分
芯模外徑 Φ150毫米
口模內徑 Φ155.9毫米
料片厚度一般為2.8~3.0毫米。














