


PVC密封墊片
概述 PVC密封墊片是塑料密封墊片中的重要品種,雖然彈性不如橡膠密封材料,但耐化學腐蝕性優良,生產制造容易,原料來源豐富,使其獲得廣泛應用。
pvc密封墊片原料及典型配方
聚氯乙烯密封墊片典型配方(質量份)
物料名稱
配方1(通用型)
配方2(耐振型)
配方3(耐熱型)
物料名稱
配方1(通用型)
配方2(耐振型)
配方3(耐熱型)
聚氯乙烯
100
100
100
abs樹脂
5
二堿式硬脂酸鉛
2
0.8
2
癸二酸丙二酯
50
三堿式硫酸鉛
5
3
堿式碳酸鉛
4
二堿式亞磷酸鉛
0.5
炭黑
0.04
硬脂酸
0.5
鈦自粉
3
硬脂酸鈣
1.5
碳酸鈣
15
氯乙烯-丙烯酸-乙基乙酯共聚物
3
PVC密封墊片以懸浮法PVC樹脂為主要成分,同時摻人穩定劑、潤滑劑、增塑劑、填充劑等制成,其典型配方示例于下表中。配方1為通用型;配方2為耐振型甲組分中增加了提高柔韌性的改性劑(氯乙烯共聚物及ABS樹脂);配方3為耐熱型,加人較多量的碳酸鈣,有利于提高耐熱性,并可降低成本,癸二酸丙二酯為增塑劑,它改善加工性能,同時增加柔性。
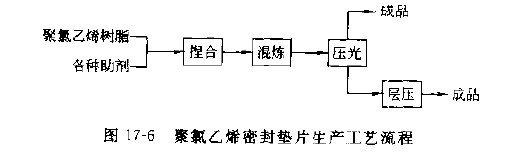
PVC密封墊片生產工藝流程 PVC密封墊片生產工藝流程示意如圖17-6。
PVC密封墊片生產工藝
由圖17-6可知,PVC密封墊片的生產主要包括捏合、混煉和壓光三個步驟。捏合在普通Z型槳捏合機中進行時,控制溫度60~70℃,捏合時間0.5~1.5h,達到充分塑化。捏合料送雙輥混煉機混煉,混煉溫度165~175℃,經反復切膠搗煉后,拉片出料,要求厚度均勻,寬度一致。最后經一組或幾組冷輥筒進行冷卻壓光和定型,即得厚度為0.3~0.6mm的薄型密封墊片。如需制0.6mm以上厚度的厚型制品,則將薄型制品疊加,在165~180℃和1.96~6.84MPa的條件下層壓即可。
PVC密封墊片主要生產設備
PVC密封墊片主要生產設備有普通塑料捏合機、混煉機、壓光機和液壓機,規格視產量而定。
PVC密封墊片產品標準 PVC密封墊片主要生產設備產品尚無國標及部標。

























