


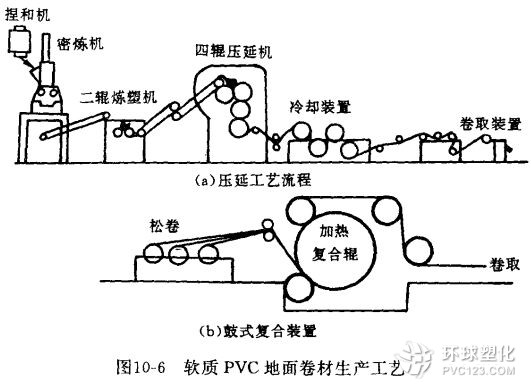
軟質PVC卷材一般用壓延法生產。生產流程如圖10-6所示。
軟質卷材中,pvc混合物料中的填充料量較少,增塑劑的添加量多些,其比例為填充量:PVC樹脂=1:1,增塑劑可達40—50份/100份PVC樹脂。
壓延一般用倒L形輥壓延機。PVC混合物料經捏和機塑化設備與加工PVC地板的設備一樣。塑化的PVC經壓延后表面平整光潔,冷卻后經切邊卷取即為產品。
厚度大于2mm的卷材一次壓延成型是比較困難。因此,通常是先壓延至0.5一1mm的薄片,充分退火后成卷,再將三片薄片用鼓式復合機復合成較厚的卷材。圖10—6(b)為鼓式連續復合機的示意圖。
卷材的規格,各國都設有本國的規格。例如英國標準BS3261規定卷材尺寸為寬度1.2—2.1m,厚度為1.5、2.0、2.5、3.0mm等。軟質PVC卷材較軟,有一定的彈性,腳感舒適,但其表面耐煙頭灼燙性不及PVC地板磚。














