


聚氯乙烯型材的擠壓
一、聚氯乙烯型材的生產特點
塑料通過擠壓機的機頭后會產生變形,因此擠壓成型與注射壓制等成型條件不同,擠壓成型的時間非常短,往往一秒鐘也不到(指通過口模的時間)。由于成型時間短,擠壓法加工的塑料在瞬時附加載荷下,變形不隨應力的消失而消失。所以為了獲得一定斷面形狀的制品,機頭的口模形狀需適當考慮,口模尺寸也應考慮制品擠出后的膨脹和收縮等因素。如為規則形狀(如管、棒等),即只要考慮規則的膨脹和收縮。如制品要求為不規則的形狀,那么在一個斷面上的出料速度就不一樣。若制品外形與總軸中心不是等距對稱,則在垂直于總軸中心線截面上的各類流速就不同。例如方形制品,中心的流速最大,四角頂點處流速最小,若口模為正方形時,那么擠出的制品就不會成正方形。因此要得到一正確形狀的制品,口摸的設計就顯得特別重要。
二、口模設計
在型材的生產過程中,由于機頭內型腔表面對通過物料的阻滯作用,就產生了這樣一個顯著的趨勢,即型材較厚部分中的物料流量比型材較薄部分要大些。所以模口必須開設成特殊的形狀,以抵消這種趨勢的產生。模口的形狀與擠出制件的截面形狀不大一樣,圖8一38表示方形制品口模的形狀:(a)為不正確的口模形狀,(b)為正確的口模形狀。從圖8一38中可以看出,設計這種形狀的模口的目的在于增加角頂一帶的物料供給量,因為這些地方由于兩垂直面的表面摩擦,往往形成局部的停滯,有時也可以將模內的不同部分采用不同長度的平直部分,或變更口模的間隙以平衡出料的速度,從而達到生產一定尺寸的型材。
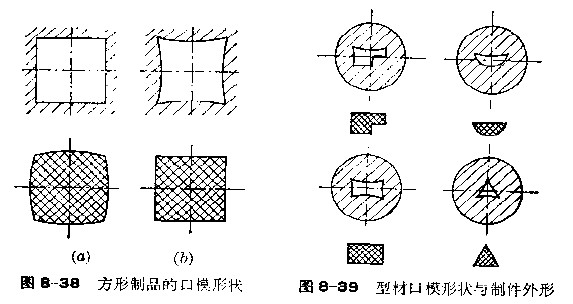
圖8一39列舉幾種典型的型材口模形狀及所得制件的外形。
如果型材的斷面形狀復雜,即包含有不同的厚度和棱角等,這就給成型加工造成很大的困難,而且也無法根據流體理論來計算,此時通常是做一個未定型的型板,作為調節塊,以調節阻力之均勻性,然后在擠壓機上用嘗試誤差法來取得正確的口模形狀。
制件在離開擠壓模子后,斷面會發生一定程度的收縮,為了使它保持一定的斷面形狀,可將牽引速度的調節作為求得最后所需制品的斷面的方法,這樣口模的外形就必須比所需制品的斷面大一些。而這一收縮過程在不同斷面上所形成的收縮量是不均勻的,因為較厚的部分比較薄部分收縮得少一些。以擠壓扁條為例,其厚度的減少比寬度的收縮要大得多,因此在制造型材模子時,就必須考慮到斷面的進一步變化。
在要求不高而型材的形狀又比較對稱的情況下,也可采用口模的形狀與制件的形狀相同,但要采取冷卻強迫定型的方法來生產,外形尺寸靠牽引速度來控制。這種方法生產的型材厚度相差較大,要正確控制斷面尺寸也比較困難。因此配方要選擇適當,要求料子韌性大些,靠牽引拉力使制件變形來平衡機頭阻力,并立刻冷卻定型。














