


按擠出成型理論,要獲得質量好的塑料管材,一般說管材的最大直徑不宜超過擠壓機螺桿直徑,就是說,要加工大口徑熱塑性塑料管必須采用大直徑的擠壓機,為此不得不尋求新的途徑,來制造大口徑塑料管。
1.采用特殊設計的機頭口模
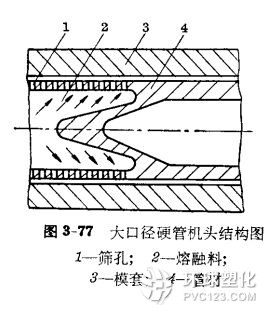
這種管道擠壓工藝典型的有西德赫司特公司采用直徑200毫米單螺桿擠壓機和一個體積小、重量輕、結構簡單、價格便宜的機頭。機頭由模芯模套組成。圖3—77是大口徑硬管機頭結構圖。它僅由模芯模套組成,芯模上設有許多個直徑為0.5毫米的小孔,由擠壓機擠出的熔融塑料,通過這些小孔產生比較高的壓力,保證物料充分和均勻的混合,不會出現接縫線,然后在芯模、模套組成的通道內擠出。國內也有用這種方式試生產大口徑的硬質聚氯乙烯管道的。
2.擠出片纏繞成型
這種成型方式是采用小型擠壓機擠出片材,趁熱呈螺旋狀纏繞在一根可縮徑的型芯上,倍壓輥施加壓力,使搭接的片材粘結成一體,冷卻后抽去型芯,即得大口徑的管材。圖3-78是擠出片纏繞成型示意圖。還有一種擠出工藝,擠出的不是片材,而是工字型型材,纏繞成帶生產蜂窩狀剖面的特大口徑高分子量聚乙烯管。采用的擠壓機直徑為3.5英寸,l/D=25:1,生產管材的直徑是72英寸(1.8米)。如果采用一較大的擠壓機,則可纏繞直徑大至2.9米的管材。

此法的優點是成本低,前者由于采用的擠壓機小,因而投資可以大大降低;后者用型材纏繞,所示結構強度更高,而用料比普通擠壓機節省40—50%。此外,若用擠出成型的其他型材,再經纏繞,也可制造具有伸縮作用的大口徑管。














