


溫度及粘度工藝控制
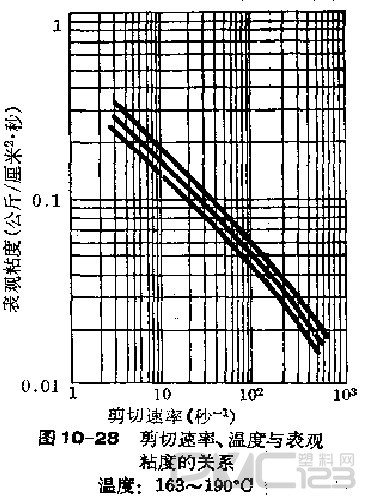
控制粘度就是控制質量.,塑料在熔融狀態下,粘度與溫度有直接關系,若溫度增加,粘度就降低。同時,剪切速率(剪切力)對粘度也有很大影響,剪切速率增加,粘度就降低。圖10-28表示硬質聚氯乙烯塑料的剪切速率、溫度與表觀粘度的關系。從圖10-28中可以看出,硬質聚氯乙稀塑料的熔融粘度在同樣的溫度及剪切速率下。比其它塑料大得多,同時它對剪切速率的變化是非常靈敏的。
物料的溫度及粘度對注壓制件的成型有很大的影響。準備注射的塑料必須熔融均勻,粘度低一些,才能順利充模,溫度高及剪切速率大,可以達到這個目的,但要防止分解。有時塑料雖在分解溫度以下,但因長時間處于較高溫度下,也會引起熱及氧化降解現象而影響其性能。
物料的溫度與機筒的溫度是相互依賴的。在單螺桿注射機中,由于螺桿的轉動,使物料產生很大的摩擦熱,因此,物料的溫度與機筒的溫度比較接近。如果物料在機筒中停留時間比較短,即整個周期與機器的注射能力很接近,則物料的溫度比機筒壁的溫度低,反之亦同。例
如容量相同的注射機,成型5克制件和20克制件時,前者塑料在機筒中停留的時間長,因此,如果改變整個循環周期或改變制件重量,就要相應注意調整料溫。用料量大,料溫可以提高,循環周期長,溫度要降低。如果操作者既需要料溫低,又要操作周期快,則必須加高壓力,克服高粘度的物料。但這樣做只有在一定的限度下,如果溫度過低,想利用高壓力來彌補,就會引起表面毛糙及發脆等不正常現象。
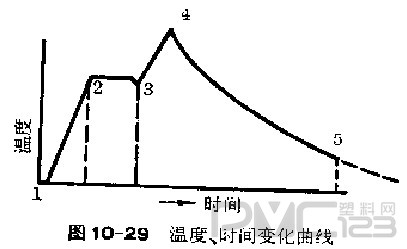
圖10-29表示在注射過程中溫度變化的曲線。先是高速上升(1、2段),然后在一定的溫度下塑化,此時,物料已進入錐部(分流梭部分,2、3段)。當螺桿前進時,物料先通過噴嘴和主澆道、分澆道,最后從澆口注入注射模腔。由于高速度的流動所產生的摩擦熱量,使塑料進一步提高溫度(3、4段)。塑料進入注射模后,即進行定型,逐漸冷卻至5處,即開模取出制件。一般機筒的溫度控制在160~190°C,噴嘴的溫度控制在170~190°C。














