


聚氯乙烯蘸塑制品
概述 將某些制品作為坯芯,浸人PVC乳液糊,取出塑化、冷卻得到的包覆制品稱為pvc蘸塑制品,因具有外觀美、手感好的特點,所以用它包覆的鉗子、啞鈴等鑄件制品。深受人們的青睞。
聚氯乙烯蘸塑制品原料與配方
由于乳液PVC樹脂價格較高,且生產出的蘸塑制品表面較軟,光亮度差。倘若采用部分懸浮PVC樹脂代替乳液PVC樹脂,可以很好地解決上述缺欠。下表中,配方選用懸浮PVC樹脂SG-5型和乳液PVC樹脂混合使用。
|
PVC蘸塑制品典型配方(質量份)
|
|||
|
原料名稱
|
配比
|
原料名稱
|
配比
|
|
PVC乳液樹脂
|
100
|
穩定劑
|
3~5
|
|
PVC懸浮樹脂
|
填料
|
10~50
|
|
|
增塑劑
|
50~100
|
顏料
|
適量
|
聚氯乙烯蘸塑制品生產工藝流程 如圖18-20所示。
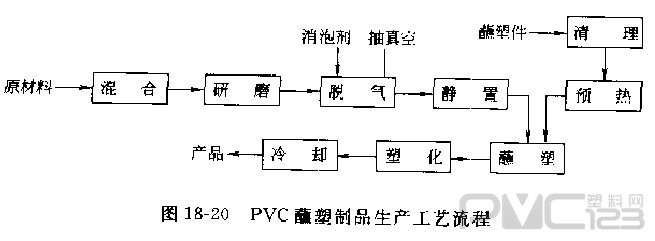
聚氯乙烯蘸塑制品生產工藝
(1)混合 先將乳液PVC樹脂與增塑劑混合均勻,再依次加人填料、穩定劑、顏料混合均勻。
(2)研磨 用三輥研磨機將上述混合料研磨2~3遍,研磨好后再加入懸浮PVC樹脂攪拌均勻。
(3)脫泡 由于攪拌及研磨使PVC糊中夾帶大量氣泡,因此必須進行脫泡處理。工藝中須采用加入消泡劑和真空脫抱并舉的方法消泡。
(4)蘸塑件預熱 預熱溫度、時間與制件大小有關,一般情況下預熱溫度120~140℃,預熱時間15~30min。
(5)蘸塑 蘸塑是關系到制品質量的關鍵工序,要嚴格控制蘸塑速度。一般制品的蘸塑層厚度控制在1.5~4mm之間,根據各種制品的需求而定。
(6)塑化 塑化溫度與時間與制件大小和蘸塑層厚度有關。一般情況下,塑化溫度為180~220℃,時間為15~30min。
(7)冷卻 自然冷卻至室溫,經適當修飾即成產品。
聚氯乙烯蘸塑制品主要設備 所用主要設備有攪拌混合槽、熱烘箱、三輥研磨機、蘸塑提升機、真空泵等。

























