


環(huán)球塑化網(wǎng) www.PVC123.com 訊:
差壓成型又稱壓差成型,是塑料熱成型中最簡(jiǎn)單的成型方法,采用單模(陽(yáng)模或陰模)或?qū)δ#部梢圆挥媚>撸顗撼尚陀挚煞譃檎婵粘尚秃图訅撼尚蛢煞N。
其方法是先用夾持框?qū)⑵膴A緊在模具上并用加熱器進(jìn)行加熱,當(dāng)片材加熱至足夠溫度時(shí),移開加熱器并且采用適當(dāng)措施使片材兩面具有不同的氣壓。這樣,片材就會(huì)向下彎垂,而與模具表面貼合。隨之在充分冷卻后,即用壓縮空氣自模具底部通過通氣孔將成型的片材吹出,經(jīng)過修整后即成制品。
產(chǎn)生差壓有兩種方法。一種是從模具底部抽空,稱為真空成型。這時(shí)借助已預(yù)熱片材的自密封能力,將其覆蓋在陰模腔的頂面上形成密封空間,當(dāng)密封空間被抽真空時(shí),大氣壓即使預(yù)熱片材延伸變形而取得制品的型樣。如圖4—4所示。
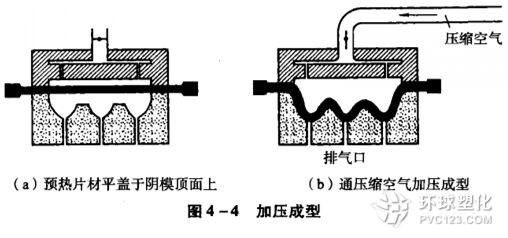
如果單純通過抽空所能造成的最大壓差仍不能滿足成型的要求,就應(yīng)該改用第二種加壓方式——壓縮空氣加壓。這種方式是從片材頂部通人壓縮空氣。成型的基本過程是:已預(yù)熱過的片材放在陰模頂面上,其上表面與蓋板形成密閉的氣室,向此氣室內(nèi)通人壓縮空氣后,高壓高速氣流產(chǎn)生的沖擊式壓力,使預(yù)熱片材以很大的形變速率貼合到模腔壁上,如圖4—4所示。取得所需的形狀并冷卻定型后,即自模底氣孔通入壓縮空氣將制品吹出,經(jīng)過修飾以后即為成品。
無論是真空成型還是加壓成型,都是將塑料板(片)材放在加熱器與模具之間,夾在框架上,使板(片)材與模具型腔密封并經(jīng)受熱軟化,用真空或壓縮空氣使板(片)材兩面產(chǎn)生壓差而成型的方法,又稱簡(jiǎn)易成型。二者的區(qū)別是當(dāng)塑料板(片)材軟化后,壓成所要求的形狀時(shí),如果排除模具和材料間隙中存在的空氣(抽真空),依靠大氣壓力使材料緊貼模具成型就是真空成型;如果使用高于大氣壓的壓縮空氣或同時(shí)抽真空成型則為加壓成型。
差壓成型具有如下特點(diǎn):產(chǎn)品在結(jié)構(gòu)上凹凸輪廓比較鮮明;把要求精細(xì)的部位放在與模具貼合的一面,則可獲得較高的外形尺寸精度及良好的光潔表面;成型過程中,板(片)材產(chǎn)生雙向拉伸,產(chǎn)品強(qiáng)度較高。
差壓成型法所制得的制品有如下特點(diǎn):①制品結(jié)構(gòu)比較鮮明,精細(xì)部位是與模具面貼合的一面,而且光潔度較高;②成型時(shí),凡片材與模具面在貼合時(shí)間上愈后的部位,其厚度愈小;③制品表面光澤度好,并不帶任何瑕疵,材料原來的透明性在成型后不發(fā)生變化。

")
取你的客戶")
球號(hào)")




,大易有塑以小組第一晉級(jí)國(guó)字號(hào)決賽")





