


“多魚眼”樹脂的塑化
有時在薄膜制品中發現有透明的,好象是穿孔樣的東西,它的外形很象魚眼睛,在電線電纜表面則表現為存在毛粒。
樹脂分子量分布的多分散性,不易塑化的極高分子量部分的存在是造成制品中“魚眼”的原因。
在樹脂聚合過程中,產生“魚眼“的重要因素是釜壁料的積集。因此解決“魚眼”問題,首先應從樹脂制造中加以注意。氯乙烯聚合反應時,反應釜內壁面上粘附著聚合物,為了消除或減少“魚眼”,必須將釜內分批清洗,因此反應釜的有效運轉率將降低。為了減少聚合物粘附釜壁,提高反應釜的生產效率,所以積極采用搪玻璃制的聚合釜。其特點是聚合物的非粘附性好,傳熱系數的穩定性好,便于釜內清洗等。過去由于玻璃易破損,使用不便,近來由于搪玻璃技術的發展,已經可以達到安全使用的要求。當然無論如何,玻璃和不銹鋼總是不同的,強烈的機械攪拌還是會損壞的,因此清洗時仍需注意。關于氯乙烯聚合反應釜的清洗與樹脂分子且分布均勻的關系甚大,隨著釜體容量的大型化,同時為了縮短每批清洗所需的停年時間,必須合理選用清洗設備。噴射式清洗器是比較理想的,它與水力采煤的方法和原理完全相同,是以超高壓水從小徑噴嘴連續噴出,噴射水沖擊被清洗物上,從而達到清洗粘附物的目的。
上面講的是在氯乙烯聚合過程中如何防止樹脂加工中出現的“龜眼”問題,現在再來討論在樹脂加工中如何消除“魚眼”的問題。這是一個問題的二個方面。如果塑化溫度控制得過低(如低于160°C,特別是對于難塑化的電纜料,在塑化和放線過程中,制品表面就會出現毛粒。如果我們掌握了“多魚眼”樹脂的塑化規律,還是可以生產質量較好的制品。
實踐證明,適當提高塑化溫度和延長塑化時間,對于“魚眼”的消失有一定的作用。樹脂在不同化溫度下,或不同塑化時間的“魚眼”消失情況是不同的。
通過實踐提出了對“多魚眼”樹脂的塑化方法,即塑化—保溫—塑化,保溫條件:160°C, 10分鐘。但是這種方法還需繼續摸索。現在生產電纜料控制樹脂的魚眼數是,深色電纜料小于100顆/1000厘米²,淺色電纜料小于200顆/1000厘米²。
滾壓機組合塑化“多魚眼”樹脂工藝:
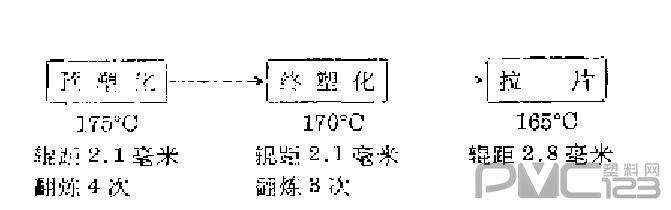
在采用密煉滾壓組合塑化工藝中,對于“多魚眼”樹脂塑化一般采用廷長捏和時間,提高密煉出料料溫,降低輥距可使塑化均勻理想,其中提高密煉出料料溫(170°C左右)是一個最重要的措施。
相關資訊:聚氯乙烯塑料塑化的均勻理想














