


環(huán)球塑化網(wǎng) www.PVC123.com 訊:
在塑料加工中,壓延法主要用于加工聚氯乙烯薄膜、片材,與織物復(fù)合制人造革、地板革、防水卷材等,是橡膠加工的主要工藝之一。
壓延法是將熱塑性塑料塑化后,通過壓延機輥子間隙,在壓力下延展成為薄膜或片材的成型加工方法。在橡膠加工過程中,可把膠料壓延成一定厚度和寬度的膠片,或在膠片上壓出花紋。壓延法也用于使織物和鋼絲簾線掛膠,使膠片與膠片、膠片與掛膠織物貼合等。
壓延機常以輥子數(shù)目及排列方式分類。輥子數(shù)目有雙輥、三輥、四輥。三輥壓延機主要用于生產(chǎn)片材,四輥機可生產(chǎn)較薄制品,還可完成雙面貼膠的操作,目前采用較為廣泛。輥子排列方式很多,以倒L形和z形用得較多,各輥間隙均可調(diào)整。
壓延機的規(guī)格用輥子外徑和輥子的工作部分長度表示。輥子可通入蒸汽或過熱水加熱。通常壓延機還必須和其他輔助設(shè)備組合成一條生產(chǎn)線才能進行生產(chǎn)。輔機包括上料裝置(如雙輥機或擠出機)、金屬檢測器、引離輥、冷卻裝置、測厚儀、卷繞裝置、切割裝置等。如要求與織物復(fù)合(如貼膠),則還要有烘布裝置、預(yù)熱輥、貼合裝置等。
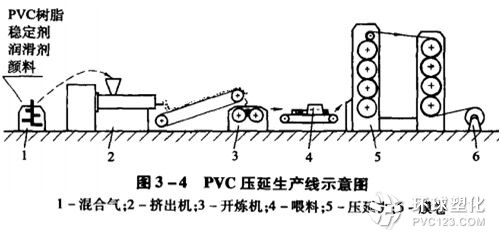
薄膜和片材制品壓延工藝:送往壓延機的坯料先經(jīng)過金屬檢測器檢測,防止夾雜物損壞輥子表面,再經(jīng)壓延機輥子,壓成一定厚度,然后由引離輥承托而離開壓延機,再經(jīng)冷卻卷取,即得制品。必要時在引離輥和冷卻輥之間進行壓花處理。影響壓延制品質(zhì)量的因素有輥溫、輥速、輥速比、輥隙存料量和輥距等。圖3—4為pvc壓延生產(chǎn)線示意圖。


取你的客戶")
球號")




,大易有塑以小組第一晉級國字號決賽")





